General principle
In comparison to natural or free sintering, sintering under pressure (HIP: Hot Isostatic Pressing, SPS: Spark Plasma Sintering, HP: Hot Pressing), has the advantage of reducing the sintering duration and temperatures. Better control of microstructures is therefore possible within the ceramics obtained while also achieving densification rates close to the theoretical density..
Detailed description
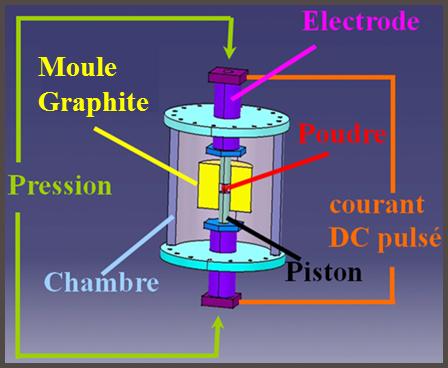
The special feature of Spark Plasma Sintering is that it heats the material thanks to the passage of a high intensity current as close as possible to the workpiece via the graphite millstone. The speeds at which the temperatures rise are extremely fast (>100°C/min) and the sintering cycles only take a few minutes. Grain growth in the ceramics is therefore very limited and the materials obtained have much better performances.
The main characteristic of Hot Isostatic Pressing is that it does not use specific tools to apply pressure. The preformed ceramics are placed in a chamber into which inert gas is injected (argon, nitrogen). The pressure applied (typically around 100 MPa - 1000 atm) to a sample is therefore homogeneous in all directions including the external angles.
These procedures are particularly recommended in the case of refractory ceramics that are difficult to densify using traditional sintering technologies. They are also used post-treatment to increase the densification rate of the parts obtained using other technologies (additive manufacturing) or high added value materials (transparent ceramic).
Materials involved
Both procedures are known to densify refractory materials at temperatures above 2,000°C. There is no restriction on the ceramics that can be sintered by SPS or HIP: oxides (Al2O3, ZrO2, MgO, …), carbides (SiC, WC, B4C, …) or nitrides (Si3N4, AlN, …).
Advantages and disadvantages of this process
- Makes it possible to obtain fully dense materials
- No use of binders
- Makes it possible to sinter refractory materials at high temperatures (>2,000°C)
- Lowering of sintering temperatures
- Obtain materials with semi-finished sides
- Control of microstructures and improvement of properties.
- Requires the management of temperature gradients and pressure during the sintering cycle
- More costly than traditional sintering
- Processes which are usually reserved for high added-value parts.