Ceramic Injection Moulding makes it possible, with high production rates, to obtain parts with complex shapes which would often not be able to be achieved by machining or pressing. The process is comparable to plastic injection or metal injection moulding (MIM).
General principle
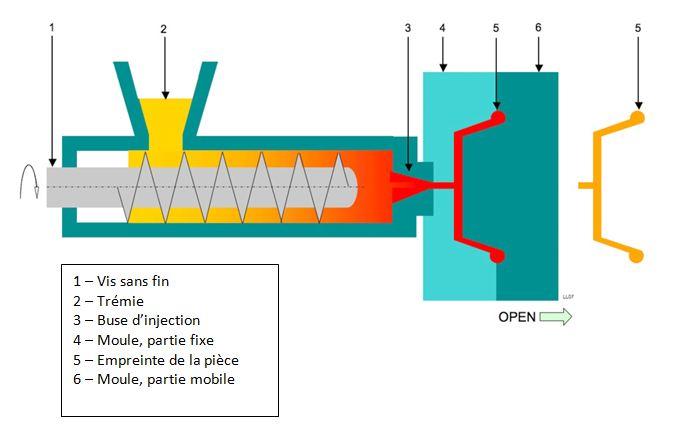
The raw material is stored in the hopper and it is conveyed, heated and compressed in the worm screw until it reaches the nozzle. The injection channels convey the viscous material under pressure to the workpiece imprint. Demoulding is done by separating the mobile part of the mould from the part that has set in accordance with the joint plan.
Depending on the desired shapes, the mould can include "drawers", or "cores" which make it possible to obtain shapes that do not demould naturally, such as radial holes or undercut shapes. Axial holes can be obtained, as they can in pressing, by inserting pins into the mould.
The moulds can include a single imprint (single imprint) or several imprints (multiple imprints) to mould several parts at the same time.

Materials involved
Ceramics are not naturally injectable materials and so they are mixed with binders which are eliminated during the thermal cycles. The materials injected by members of the Association are alumina, zirconia and alumina/zirconia composites.
Advantages and disadvantages of this process
- Enables fabrication of complex shapes at competitive cost
- Enables fabrication of shapes that would not be possible using traditional techniques
- Accuracy in the region of 1%
- Repeatability
- Tooling costs (moulds) are high and require runs to pay them off
- Tooling delay
- Process limited to sections of parts weaker than pressing
- The part needs to be suitable for injection